Способи з’єднання деталей із тонколистового металу
З’єднання деталей із тонколистового металу простим фальцевим швом
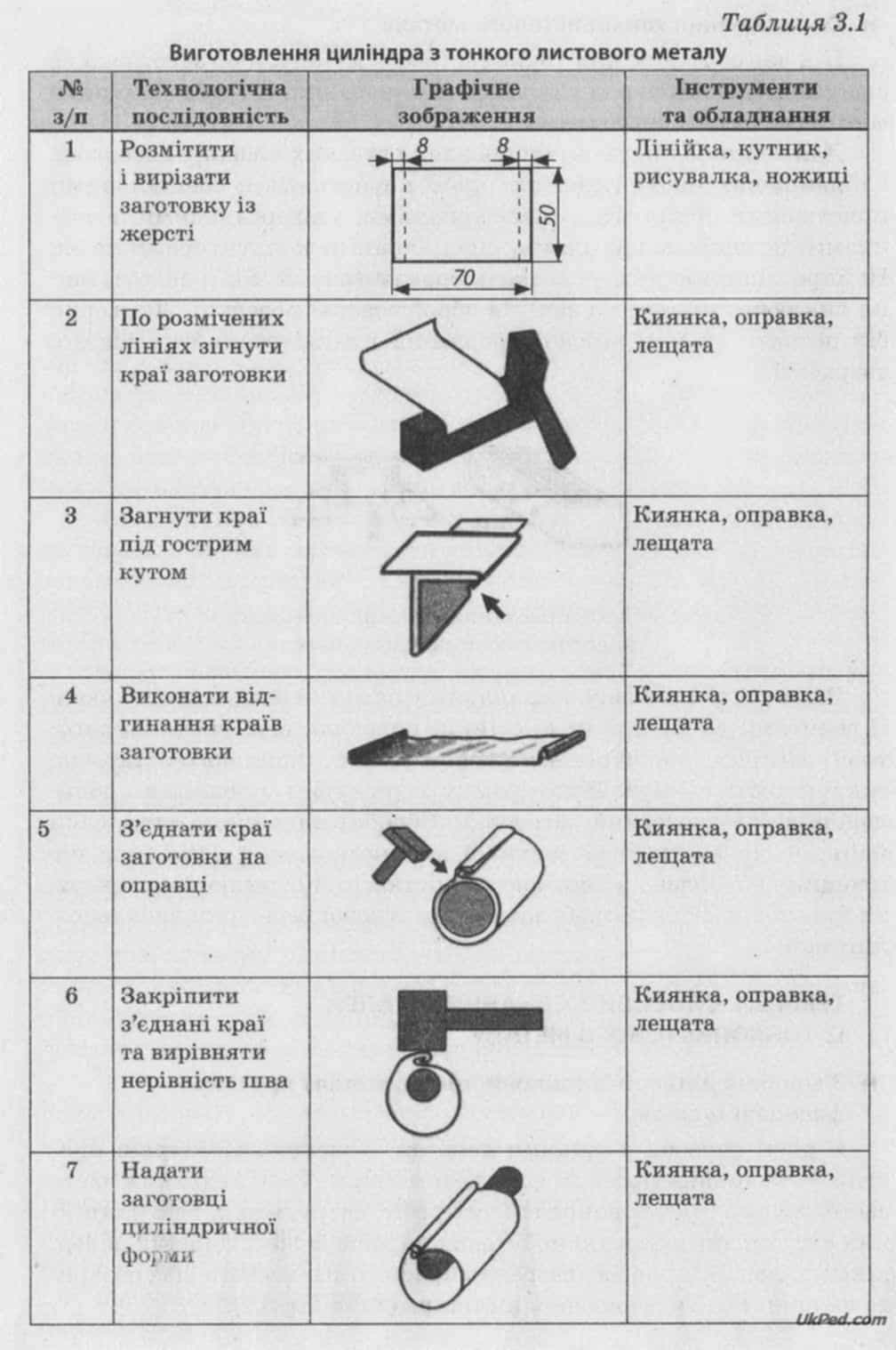
Є різні способи з'єднання деталей із жерсті. Найбільш простий — з'єднання простим фальцевим швом. Таке з'єднання часто застосовується під час покрівельних робіт, спорудженні вентиляційних систем, виготовленні побутових виробів із жерсті (баків, відер, лійок тощо). Технологія утворення простого фальцевого шва розкрита на прикладі виготовлення циліндра (Таблиця 3.1).
З’єднання деталей із тонколистового металу заклепками
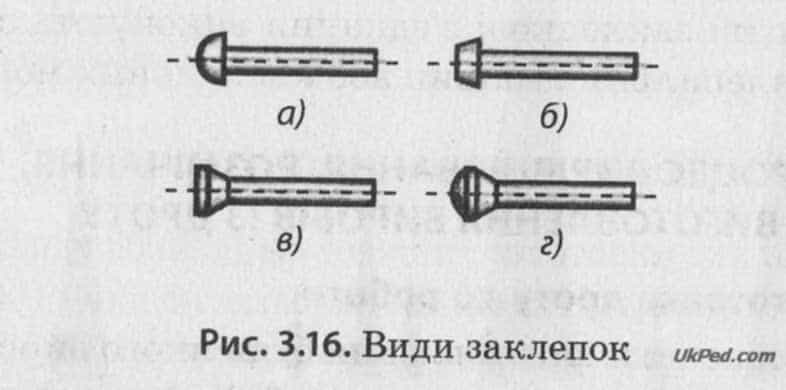
Надійне і довговічне з’єднання деталей із листового металу отримують за допомогою спеціальних виробів – заклепок. Таке з'єднання деталей називають заклепковим, а процес з'єднання – клепанням. Заклепки – це кріпильні деталі, що складаються із закладної голівки та стрижня. Їх виготовляють із сталі, міді, алюмінію, латуні. Існують заклепки з напівкруглою, потайною, плоскою та напівпотайною голівками (мал. 3.16).
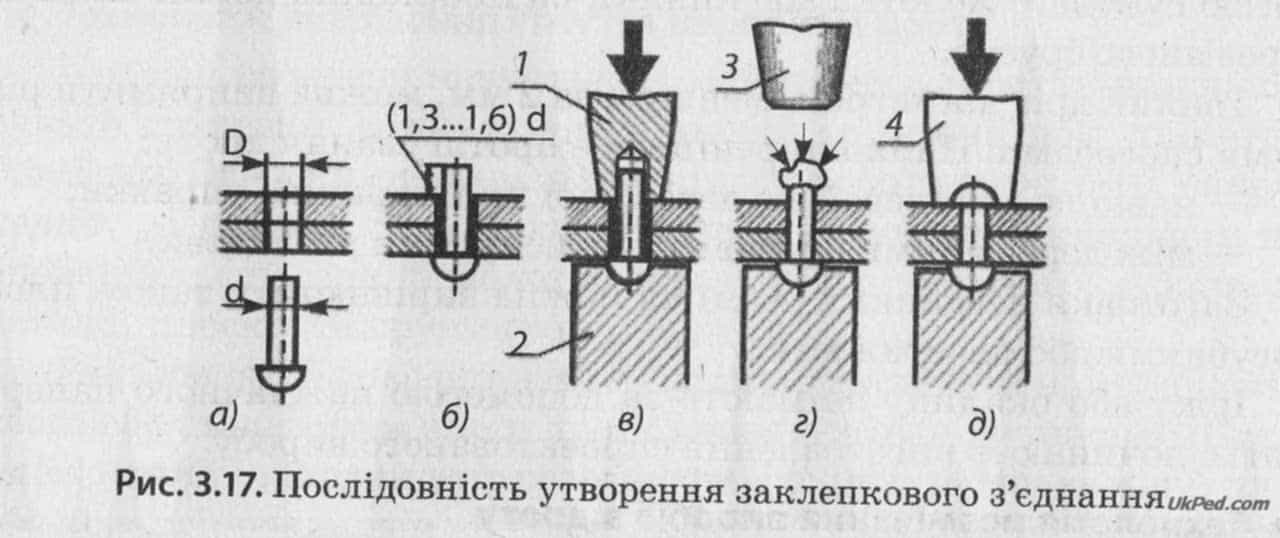
Для з’єднання деталей заклепками спочатку розмічають центри отворів під заклепки. Потім свердлять отвори або пробивають їх пробійником. Часто свердлять відразу дві з’єднувані заготовки, затискаючи їх струбциною або в лещатах, при цьому діаметр отвору D повинен бути на 0,1…0,3 мм більшим за діаметр заклепки d.
Розміри заклепок залежать від товщини з’єднуваних деталей. Діаметр заклепки рекомендовано брати рівним подвійній товщині більш тонкої деталі. Довжина стрижня заклепки складається із товщини деталей, що з’єднуються, та довжини виступаючої частини (вона дорівнює 1,3 – 1,6 діаметра заклепки), на якій утворюють замикаючу голівку.
Заклепкове з’єднання двох деталей виконують у наступній послідовності (мал. 3.17): деталі, що з'єднуються, накладають одну на одну так, щоб отвори збігались між собою та вставляють у них заклепку; закладну голівку розташовують у заглибленні підтримки (2) та ударами молотка по натяжці (1) наближають з’єднувані деталі одну до одної; потім круговими ударами молотка (3) розклепують виступаючу голівку та надають їй правильної форми за допомогою обжимки (4). Обжимку добирають так, щоб її отвір був небагато більшим від діаметра заклепки і щоб глибина отвору перевищувала довжину виступаючої частини заклепки. При формуванні замикаючої голівки заклепки, молоток не повинен торкатися поверхонь деталей, що з'єднуються, щоб не пошкодити їх.
На виробництві заклепкові з’єднання виконують за допомогою пневматичних клепальних машин або клепальних молотків.