Сортовий прокат та листовий метал як конструкційний матеріал. Властивості металів
Багато сторіч метали вірно служать людині, допомагаючи їй підкорювати стихію, створювати чудові машини та механізми, оволодівати таємницями природи, прикрашати своє життя. І сьогодні важко уявити галузь народного господарства, у якій не застосовувалися б метали. З них виготовляють медичну та побутову техніку, літаки й автомобілі, верстати та побутові вироби тощо. Їх застосовують для прокладання ліній електропередач, залізничних колій, конструювання мостів та ін.
З відомих 106 хімічних елементів металічні властивості мають 83. Кожний із них різниться властивостями та будовою, але їх можна об'єднати в групи. Перш за все метали розділяють на чорні та кольорові. До чорних металів належать залізо та сплави на його основі – сталь та чавун, до кольорових – усі інші метали та сплави (мідь, алюміній, свинець, олово, цинк, магній тощо та їхні сплави). Металевими сплавами називають сполуки двох або кількох металів і неметалів, у яких зберігаються металеві властивості.
Для металів та їх сплавів характерні такі властивості: блиск, ковкість, міцність, електропровідність та ін. Вони поділяються на: механічні, фізичні, технологічні, хімічні.
До механічних властивостей металів належать: міцність, твердість, пластичність, пружність, в’язкість і крихкість.
Міцність – це здатність металу чинити опір дії зовнішніх руйнівних сил. Залежно від характеру цих сил розрізняють міцність при розтягуванні, згинанні, стисканні, скручуванні.
Твердість визначають за здатністю металу протидіяти проникненню в нього інших, більш твердих тіл. Якщо вдарити молотком по кернеру, поставленому на сталеву пластину, утворюється невелика лунка. Якщо те ж саме проробити з мідною пластиною, лунка буде більшою. Це свідчить про те, що сталь твердіша за мідь.
Пластичність – це здатність металу під дією зовнішніх сил змінювати свою форму й розміри без руйнування та зберігати набуту форму після зняття навантаження. Ця властивість металів широко використовується при правці, гнутті, прокатці й штампуванні.
Пружність – це здатність металу набувати початкової форми після зняття навантаження.
В’язкість – властивість металу незворотньо поглинати енергію в процесі її деформування.
Крихкість – властивість металу руйнуватися при незначній деформації. Наприклад, якщо нанести удари по чавунній плиті, вона зруйнується. Чавун – крихкий метал.
До фізичних властивостей відносять: густину, температуру плавлення, теплове розширення, тепло та електропровідність тощо.
Густина (об’ємна маса) є відношенням маси речовини до її об’єму і вимірюється у кілограмах на кубічний метр (кг/м3 ).
Температура плавлення – це температура, при якій метал або сплав переходять із твердого стану в рідкий.
Теплове розширення–властивість металу змінювати свій об'єм при зміні температури.
Електропровідність – здатність металу проводити електричний струм.
Теплопровідність – здатність металу проводити тепло.
Хімічні властивості характеризують здатність металів чинити опір окисленню, розчинятися в хімічно активних середовищах (кислотах, лугах) та вступати у взаємодію з іншими елементами.
Технологічні властивості характеризують можливість здійснювати інші технологічні операції з певним металом або використовувати метал у тих чи інших умовах. До технологічних властивостей належать: рідинотекучість, тобто текучість розплаву, потрібна для виготовлення деталі, пластичність – здатність отримувати осадку без руйнування; штампованість – здатність металевого листа під дією преса у штампі змінювати форму без руйнування, зварюваність, оброблюваність різанням.
Залізо та його сплави
Залізо – це блискучий сріблясто-білий важкий метал. Його густина – 7,86 г/м3; температура плавлення – 1538 °C, температура кипіння – 2862 °C. Воно досить пластичне, легко кується, штампується, витягується в дріт та прокатується в тонкі листи, легко намагнічується і розмагнічується. До сплавів на залізній основі відносяться чавун і сталь.
Чавун – це сплав заліза з вуглецем та іншими компонентами, у якому міститься понад 2,14 % вуглецю. До складу чавуна, крім заліза, входять марганець, кремній, сірка, фосфор. Це міцний, важкий крихкий сплав. Колір його у зламі буває білим (білий чавун) і сірим (сірий чавун). Це один із найважливіших матеріалів у машинобудуванні.
Білий чавун в основному використовують для виробництва ковкого чавуна, з якого відливають деталі, що працюють при ударних навантаженнях (клапани, колінчасті вали).
Із сірого чавуна відливають станини верстатів, шківи, батареї опалення. Він порівняно недорогий, має гарніі ливарні властивості, високу зносостійкість, добре обробляється різанням.
Сталь – це сплав заліза з вуглецем, у якому вміст вуглецю менший за 2,14 %. До цього сплаву також входять марганець, кремній, фосфор, сірка та інші елементи. Чим більше в сталі вуглецю, тим вона міцніша, твердіша, має вищу опірність деформації. Сталь, як і чавун, - один із найважливіших матеріалів, що застосовується в різних галузях промисловості. Її поділяють на конструкційну, інструментальну і сталь з особливими властивостями. Із конструкційної сталі виготовляють деталі машин, будівельних конструкцій, труби, стальний лист, дріт та ін. Інструментальні сталі йдуть на виготовлення інструментів – свердел, мітчиків, плашок, токарних різців тощо. Особливі властивості мають нержавіюча та жароміцна сталі.
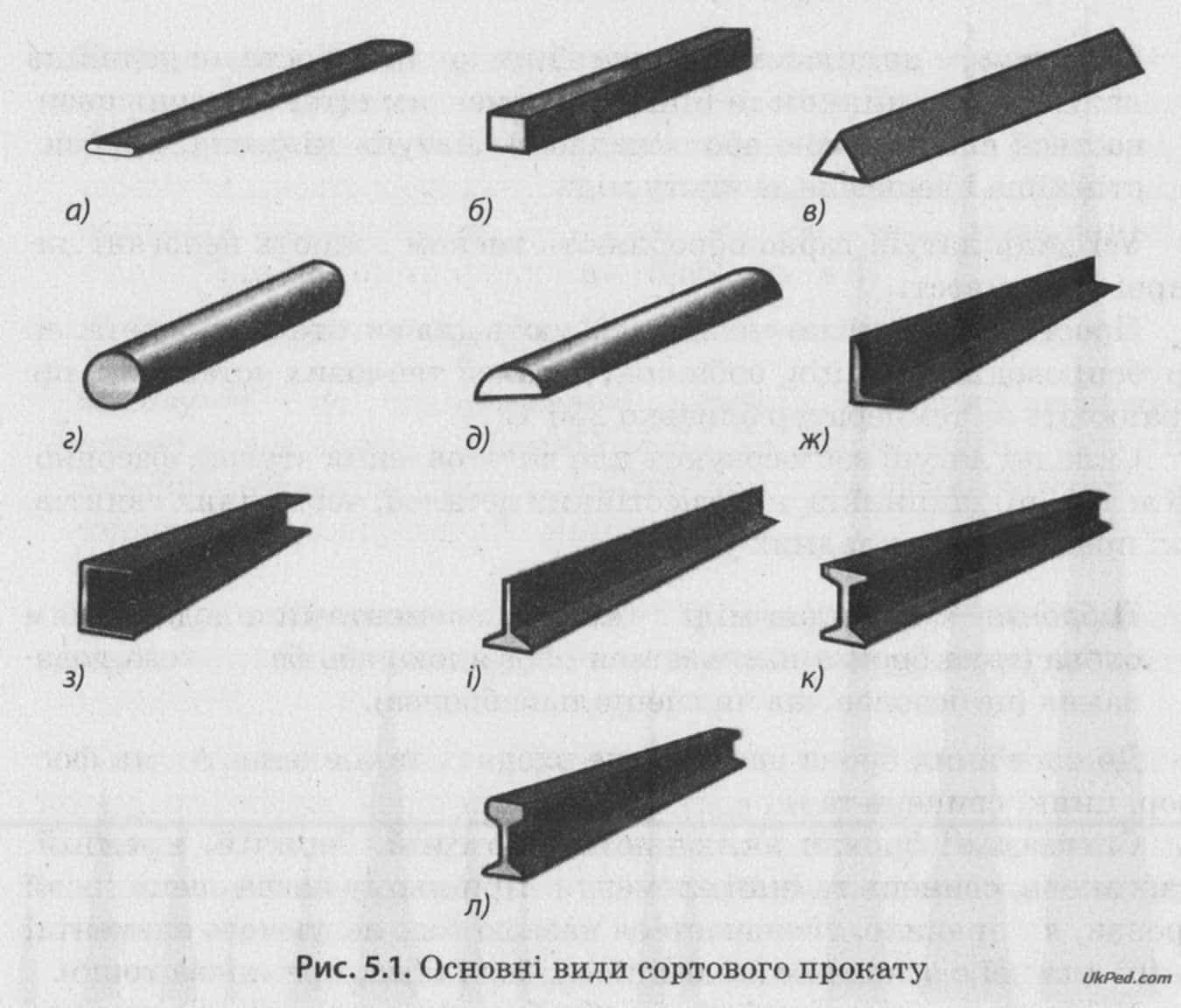
На металургійних заводах сталь виготовляють у вигляді злитків. Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування). Готову продукцію називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Залежно від профілю сортовий прокат ділиться на прокатпростого та фасонного профілю. До прокату простого профілю належать такі профілі прокату: квадратний (мал.5.1 а–д), штабовий, тригранний, шестигранний круглий, а до фасонного – кутовий, швелер, тавровий, двотавровий, рейковий (мал. 5.1 ж–л).
Кольорові метали та їх сплави
Кольорові метали і сплави, незважаючи на їх більш високу коштовність у порівнянні з чорними, також дуже широко використовуються в техніці. Це пояснюється тим, що вони характеризуються низкою унікальних природних властивостей: високими тепло- та електропровідністю, гарною корозійною стійкістю, більш високою пластичністю, ніж чорні метали та сплави, меншою густиною тощо.
У техніці найчастіше застосовують такі кольорові метали, як мідь, алюміній, магній, титан, цинк та ін. Розглянемо деякі з них.
Мідь та її сплави. Мідь – це метал рожево-червоного кольору. Технічно чиста мідь характеризується густиною 8,96% г/см3 і температурою плавлення 1083 оС, тобто цедосить важкий і тугоплавкий метал.
Чиста мідь характеризується високими тепло - та електропровідністю, гарними пластичністю і корозієстійкістю у вологій атмосфері та воді. Застосовується вона переважно в електро- та радіотехніці. У машинобудуванні частіше застосовують сплави на основі міді, найважливішими із яких є латунь та бронза.
Латунь – це сплав міді лише з цинком (це проста чи подвійна латунь) або з цинком та іншими елементами (така латунь називається спеціальною або складною). Латунь міцніша, корозієстійкіша і дешевша за чисту мідь.
Усі види латуні гарно обробляються тиском і мають непогані ливарні властивості.
Прості (подвійні) латуні застосовують для виготовлення деталей трубопроводів, фланців, бобишок, деталей теплових установок, що працюють при температурах до 250 оС.
Складні латуні застосовують для виготовлення втулок, фасонного лиття, підшипників, корозієстійких деталей, черв'ячних гвинтів, які працюють у складних умовах.
Бронза – це сплав міді з іншими елементами з додаванням олова (така бронза називається олов’яною) або без такого додавання (це безолов’яна чи спеціальна бронза).
До олов’яних бронз найчастіше входять такі елементи, як фосфор, цинк, свинець та ін.
Спеціальні бронзи включають алюміній, берилій, кремній, марганець, свинець та інші елементи. При цьому назва спеціальної бронзи, як правило, визначається назвою того легуючого елемента, який для неї є основним (алюмінієва, берилієва, кремнієва тощо).
Усі бронзи за технологіями їх обробки поділяють на деформуючі (обробляються тиском, різанням) і ливарні (обробляються литтям).
Бронзи більш міцні, тверді й менш пластичні, ніж латуні, та дорожчі за них.
Застосовують бронзу для виготовлення деталей водяної та парової арматури, пружин, черв’ячних коліс, прокладок підшипників, втулок та інших деталей.
Алюміній та його сплави. Алюміній – це метал сріблясто-білого кольору, легкий (густина 2,7 г/см3), але низькоплавкий (температура плавлення 660 оС).
Чистий алюміній – це високопластичний метал, з гарними тепло- та електропровідністю, корозієстійкістю. Він використовується для виготовлення різноманітних ємностей, предметів широкого побутового застосування. Але в техніці частіше застосовують сплави алюмінію з іншими металами, зокрема, такими, як мідь, магній та марганець. Усі ці сплави характеризуються кращими, ніж алюміній, властивостями, їх поділяють на деформуючі та ливарні.
Типовим представником деформуючого алюмінієвого сплаву є дюралюміній.
Дюралюміній – це сплав на основі алюмінію, основним легуючим елементом у якому є мідь (3,8% – 4,8%). Крім того, до нього входять марганець (0,4% – 0,8%) та магній (0,4% – 0,8%). Для підвищення міцності дюралюмінію в нього вводять цинк, а для підвищення жаростійкості – нікель.
Застосовують дюралюміній в авіації та інших галузях машинобудування.
Представником ливарного алюмінієвого сплаву є силумін.
Силумін – це сплав на основі алюмінію, основним легуючим елементом в якому є кремній (5–14%). Застосовують силумін для виготовлення литтям деталей приладів, фасонного лиття, корпусів турбоагрегатних насосів тощо.
Титан та його сплави. Титан – це метал сіруватого кольору, легкий (густина 4,5г/см3) і тугоплавкий (температура плавлення 1668оС).
Чистий титан характеризується високою механічною міцністю і корозієстійкістю, непогано обробляється тиском.
Титан добре сплавляється з такими металами, як алюміній, залізо, хром, марганець, олово та ін., утворюючи матеріали зі значно більшими показниками міцності, ніж у чистого титану.
Титанові сплави легкі, наділені високою корозієстійкістю і жароміцністю.
Сплави титану широко застосовуються в авіаційній та ракетній техніці, у кораблебудуванні, у хімічній промисловості, металургії та інших галузях промисловості та техніки, де деталі та елементи конструкцій зазнають значних механічних навантажень, дії високих температур та агресивного середовища.
Магній та його сплави. Магній – це метал білого кольору, з низькою корозієстійкістю. У чистому вигляді його застосовують у фотографії (спалахи). Це дуже легкий метал (густина 1,7г/см3), але низькоплавкий (температура плавлення 651оС).
Значно вищими показниками характеризуються сплави магнію з алюмінієм, цинком, марганцем.
Для ще кращих механічних властивостей магній сплавляють із берилієм, торієм, цезієм, цирконієм і титаном.
Усі магнієві сплави за технологією обробки є деформуючі та ливарні.
Нікель та його сплави. Нікель – мономорфний метал сріблястого кольору, густиною 8,94г/см3 і з температурою плавлення 1455 оС.
Чистий нікель достатньо міцний і корозієстійкий, але ще вищих властивостей він набуває в сплавах з міддю, залізом та магнієм. Із нікелю з додаванням 9% хрому виготовляють сплав хромель, який застосовують для виготовлення термопарного дроту.
Термічна обробка
Термічною обробкою називається процес теплової обробки металу або сплаву, при якому він нагрівається до певної температури, витримується деякий час при цій температурі, а потім із певною швидкістю охолоджується. Термічна обробка проводиться для підвищення механічної міцності й зносостійкості, твердості (гартування), поліпшення оброблюваності (нормалізація), зняття внутрішніх напружень і зменшення крихкості після кування, штампування і лиття (відпал), зменшення твердості й крихкості; зняття внутрішніх напружень після гарту (відпуск).
Термічній обробці піддаються головним чином сталі. В окремих випадках її застосовують для поліпшення властивостей чавуну і кольорових металів. Нагрівання металу при термічній обробці відбувається у спеціальних печах: полум'яних, електричних і газових, забезпечених приладами для вимірювання і регулювання температури нагріву. Охолодження - у ваннах з відповідною рідиною (водою, маслом, розплавленим свинцем тощо).
Результати термообробки можна перевірити методом проби напилком або визначенням твердості сталей твердомірами і випробуванням на ударну в'язкість.
Контрольно-вимірювальний інструмент та прийоми розмічання заготовки з сортового прокату та листового металу
Контрольно-вимірювальний інструмент
Для контролю за виготовленням деталей, складанням і ремонтом механізмів та машин використовують різні вимірювальні засоби – інструменти та прилади. До вимірювальних засобів належать штангенінструменти, мікрометри, калібри, лекальні лінійки, перевірочні плити та ін.
До штангенінструментів належать штангенциркулі, штангенглибиноміри, штангенрейсмуси (рис. 30). Вони призначені для абсолютних вимірювань лінійних розмірів. Поділяються на: штангенциркулі (ШЦ) зі шкалою ноніуса, цифрові штангенциркулі та ШЦ з коловою шкалою.
Особливістю штангенінструментів є наявність у них двох шкал – основної і додаткової. Основна шкала нанесена на лінійці (штанзі) з довжиною поділок 1 мм. Додаткова шкала, яка називається ноніусом, призначена для ділення поділок основної шкали на частки, що підвищує точність відліку за нею.
Найбільше розповсюдження дістали ноніуси з точністю відліку 0,1; 0,05; 0,02 мм.
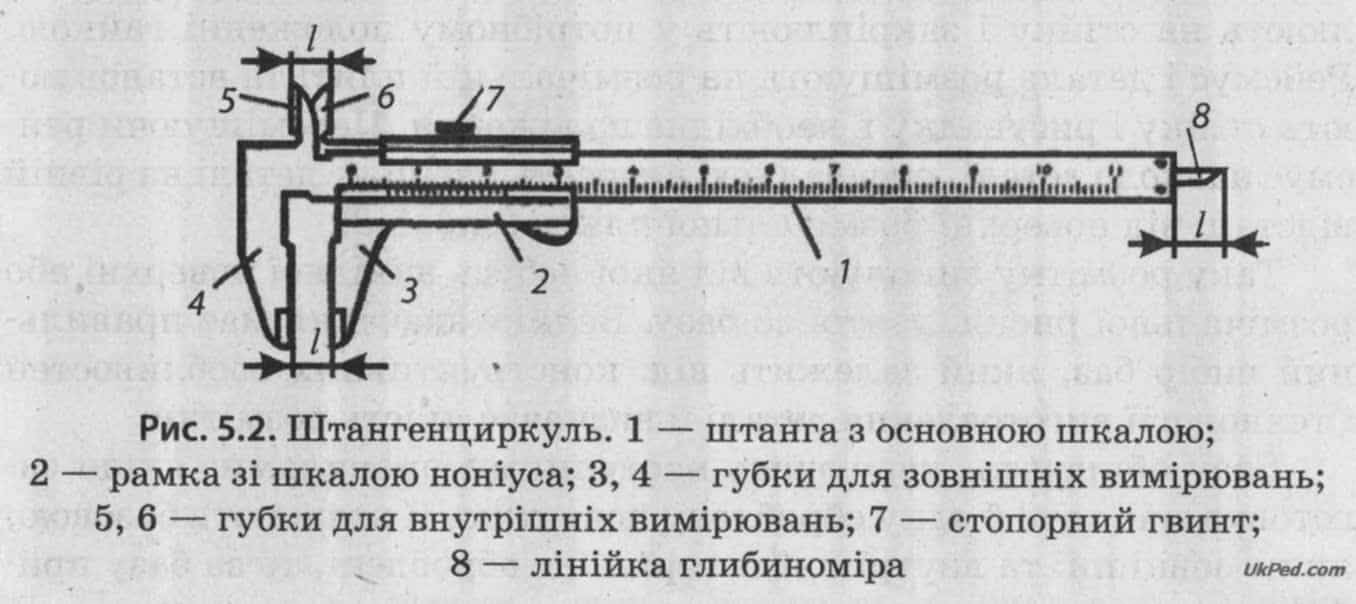
Штангенциркуль (мал. 5.2) складається із штанги 1, на яку нанесена основна шкала з ціною поділки 1 мм, рамки 2 з шкалою ноніуса, що переміщується по штанзі. На штанзі та рамці є губки для зовнішніх 3 і 4 та внутрішніх 5 і 6 вимірювань. Рухома рамка може закріплюватись на штанзі стопорним гвинтом 7. Для вимірювання глибин штангенциркуль ШЦ-1 оснащений лінійкою 8, яка міцно з’єднується з рухомою рамкою.
Просторове розмічання
Просторове розмічання – це найскладніше з усіх видів розмічання. Особливість його полягає в тому, що розмічаються поверхні заготовки, розміщені в різних площинах і під різними кутами одна до одної.
Для розмічання застосовують різноманітний контрольно-вимірювальний і розмічальний інструмент.
До спеціального розмічального інструмента належать: рисувалки, кернери, розмічальні циркулі, рейсмуси. Крім цих інструментів, використовують молотки, розмічальні плити й різні допоміжні пристрої: підкладки, домкрати тощо.
Рейсмус слюсарний – розмічальний інструмент, яким виконують просторову розмітку деталей.
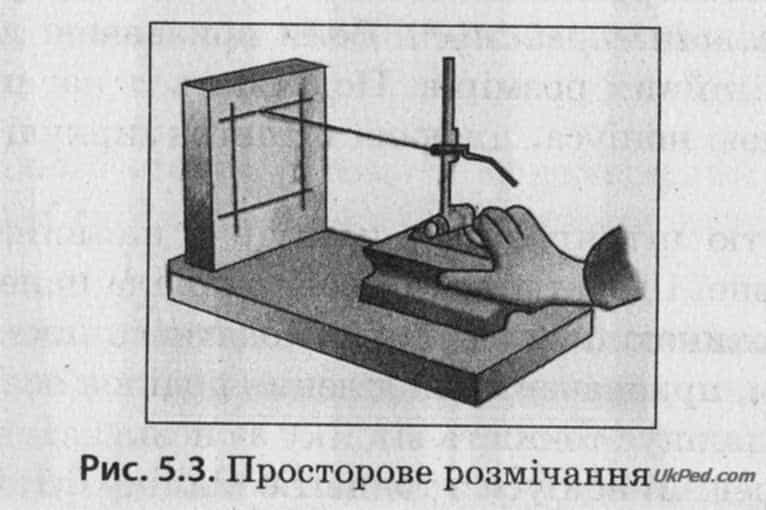
Просторове розмічання деталі доцільно виконувати у наступній послідовності: на основі рейсмуса в необхідному положенні за допомогою гайки закріплюється стійка; нахил стійки під невеликим кутом забезпечується регулювальним гвинтом; рисувалка встановлюється на стійку і закріплюється в потрібному положенні гайкою. Рейсмус і деталь розміщують на розмічальній плиті та встановлюють стійку і рисувалку в необхідне положення. Переміщуючи рейсмус навколо деталі, рисувалкою наносять риски на деталі на рівній відстані від поверхні розмічальної плити (мал. 5.3).
Таку розмітку виконують від якої-небудь вихідної поверхні або розмічальної риски, узятої за базу. Велике значення має правильний вибір баз, який залежить від: конструктивних особливостей і технології виготовлення деталі й визначає якість розмітки.
Базу обирають, керуючись наступними правилами: якщо заготовка має хоча б одну оброблену поверхню, її вважають базовою; якщо зовнішні та внутрішні поверхні не оброблені, то за базу приймають зовнішню поверхню.
Процес різання листового металу та сортового прокату слюсарною ножівкою
Під час обробки сортового прокату та інших заготовок з металу, що мають відносно велику товщину, часто виникає необхідність у їх розрізанні на частини, прорізанні пазів, обрізці заготовок по контуру та ін. Указані операції виконують за допомогою слюсарної ножівки (мал. 5.4). Вона складається із рамки (1), у якій за допомогою натяжних голівок (3) установлено за допомогою штифтів ножівкове полотно (2) і натягнуте натяжним гвинтом (5). Для утримання та переміщення ножівки до рамки прикріплено рукоятку (4). Ножівкові рамки виготовляють двох типів: суцільні (для ножівкового полотна однієї постійної довжини) та роздвижні (можна кріпити ножівкові полотна різної довжини).

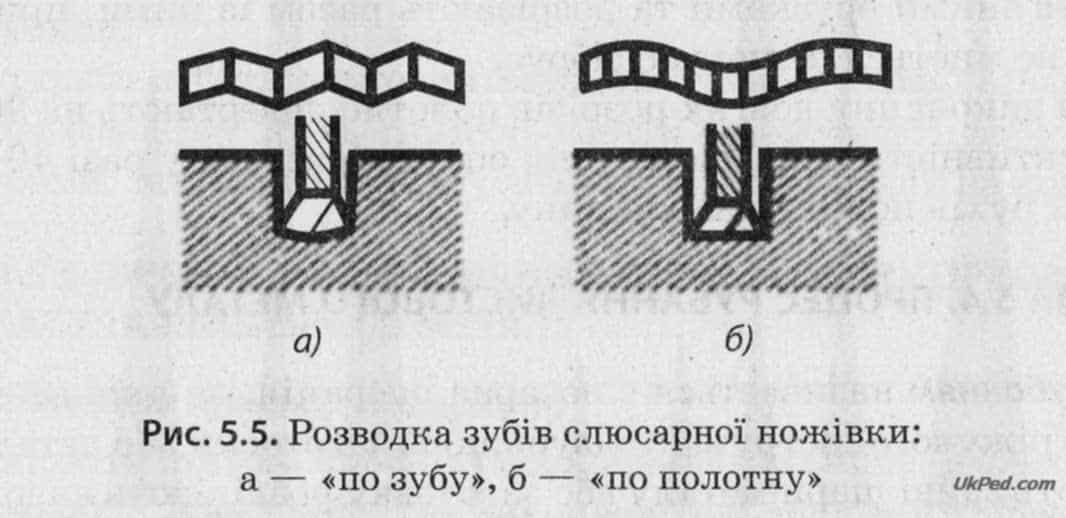
Ножівкове полотно – це тонка та вузька стальна пластина із зубцями на одному або обох ребрах. Його виготовляють із інструментальної або швидкоріжучої сталі. Довжина найбільш розповсюджених ножівкових полотен складає 250…300 мм. Кожен зуб полотна має форму клина (різця). Для запобігання заклинювання полотна в пропилі та для полегшення роботи виконують розводку зубів «по зубу» (мал. 5.5 а) або «по полотну» (мал. 5.5 б).
Працюючи ножівкою, заготовку міцно кріплять у лещатах таким чином, щоб місце розрізу було якомога ближче до губок, що виключає вібрацію заготовок під час різання. На місці розрізу трикутним напилком роблять риску. Приймають необхідну робочу позу (мал. 5.6). Рукоятку охоплюють пальцями правої руки: кінець рукоятки при цьому повинен упиратися у середину долоні, а великий палець лежати на рукоятці зверху вздовж неї. Лівою рукою беруть рамку таким чином, щоб великий палець знаходився всередині рамки, а інші охоплювали натяжний гвинт.

Різання починають із площини (з деяким нахилом ножівки), а не з ребра, оскільки в останньому випадку зуби полотна можуть викришитися. Переміщуючи ножівку від себе (робочий хід), роблять натиск, а при зворотному русі ножівку дещо піднімають, щоб не затупити полотно.
Тонкі листи та мідні трубки під час різання затискають між двома дерев’яними брусками та розрізають разом із ними, при цьому трубка не мнеться, а лист не вібрує.
Для виконання довгих розрізів полотно повертають на 90°.
Ефективність процесу різання спостерігається при 40 – 50 подвійних рухах ножівки за хвилину.
Процес рубання листового металу
Рубанням називається слюсарна операція, при якій за допомогою ріжучого інструмента (зубила) із заготовки або деталі видаляють зайві шари металу або заготовку розділяють на частини.
Рубання здійснюють у тих випадках, коли за умовами виробництва верстатну обробку виконувати важко або нераціонально, а висока точність обробки не потрібна.
Рубання застосовують для видалення (зрубування) із заготовки великих нерівностей, зняття твердої кірки, окалини, задирок, гострих кутів кромок на литих і штампованих деталях, для вирубування шпонкових пазів, мастильних канавок, для оброблення розколин у деталях від зварювання (обробка кромок), вирубування отворів у листовому матеріалі тощо.
Заготовку перед рубанням закріплюють у лещатах. Великі заготовки рубають на плиті або ковадлі, а дуже великі — там, де вони знаходяться.
Рубання виконують за допомогою зубила і слюсарного молотка.
Зубило – металоріжучий інструмент у формі клину для зняття стружки, рубки металу, вирубування канавок. Його виготовляють із інструментальної сталі. У зубилі розрізняють робочу частину із лезом, стрижень і голівку (бойок).
Для рубання конструкційної сталі лезо зубила загострюють під кутом 60°, для чавуну і бронзи – 80°, для міді та алюмінію 30° – 45°. Кут загострення зубила можна контролювати за допомогою шаблона.
Рубати метал можна на плиті та в лещатах.
Під час рубання металу в лещатах заготовку міцно затискають так, щоб риска розмітки була на рівні верхньої площини губок лещат. Стають упівоберта до лещат, а зубило тримають у лівій руці, добре затиснувши його пальцями. Зубило слід весь час тримати під кутом 30° – 35° до горизонтальної площини (якщо кут більший, то лезо зубила псуватиме губки лещат, а менший – обробка буде неякісною) і під кутом 45° до поздовжньої осі губок лещат.
У процесі роботи удари по голівці зубила молотком слід наносити сильно і точно, а дивитися – не на голівку, а на лінію розмітки та лезо зубила.
Якщо треба рубати листовий метал завтовшки 2 мм і більше, то краще його спочатку просвердлити, а потім перерубувати перемички між отворами, затиснувши його у лещатах або поклавши на ковадло.
Процес обпилювання заготовок із сортового прокату та листового металу
Обпилювання плоских поверхонь
Обпилювати широкі плоскі поверхні найскладніше. Щоб дістати правильно обпиляну прямолінійну поверхню, основну увагу треба зосереджувати на забезпеченні прямолінійності руху напилка. Обпилювання виконують перехресним штрихом (з кута на кут) під кутом 35...40° до бічних сторін лещат. Під час обпилювання по діагоналі не слід виводити напилок на кути заготовки, бо при цьому зменшується площа опори напилка і знімається великий шар металу – утворюється так званий завал краю оброблюваної поверхні.
Правильність плоскої поверхні перевіряють лекальною лінійкою на просвіт, накладаючи її вздовж, упоперек і по діагоналі обробленої поверхні. Перевірна лінійка по довжині має перекривати поверхню, яка перевіряється. При обпилюванні паралельних плоских поверхонь їх паралельність перевіряють, вимірюючи відстані між поверхнями в кількох місцях – вони мають бути скрізь однаковими.
При обробці площин, розміщених під кутом 90°, спочатку обпилюють поверхню, узяту за базову, добиваючись її площинності, потім – поверхню, перпендикулярну до базової. Зовнішні кути обробляють плоским напилком. Контроль здійснюють внутрішнім кутом кутника. Кутник прикладають до базової площини і, притискаючи до неї, переміщують до зіткнення з перевірною поверхнею. Відсутність просвіту свідчить про те, що поверхні перпендикулярні. Якщо світлова щілина звужується або розширюється, то кут між поверхнями більший або менший за 90°.
Внутрішні кути обробляють так. Розмічають заготовку, використовуючи зовнішні поверхні як бази. Ці поверхні будуть базами і при контролі. Потім ножівкою вирізують зайвий метал, залишаючи припуск на обпилювання близько 0,5 мм.
Якщо сторони внутрішнього кута мають сходитися без закруглення, то в ньому просвердлюють отвір діаметром 2...3 мм або роблять неглибокий пропил під кутом 45° (обробити внутрішній кут без закруглення всередині практично неможливо). Обпилюючи сторони кута, насамперед добиваються їхньої площинності, а потім – перпендикулярності. Поверхні внутрішнього кута обпилюють так, щоб до другої поверхні було повернено ребро напилка, на якому немає насічки. Правильність внутрішнього кута контролюють також кутником.
Поверхні, розміщені під кутом, більшим або меншим за 90°, обпилюють аналогічним способом. Зовнішні кути обробляють плоским напилком, внутрішні – ромбічним, тригранним та ін.
Обробку контролюють кутомірами або спеціальними шаблонами.
Обпилювання криволінійних поверхонь
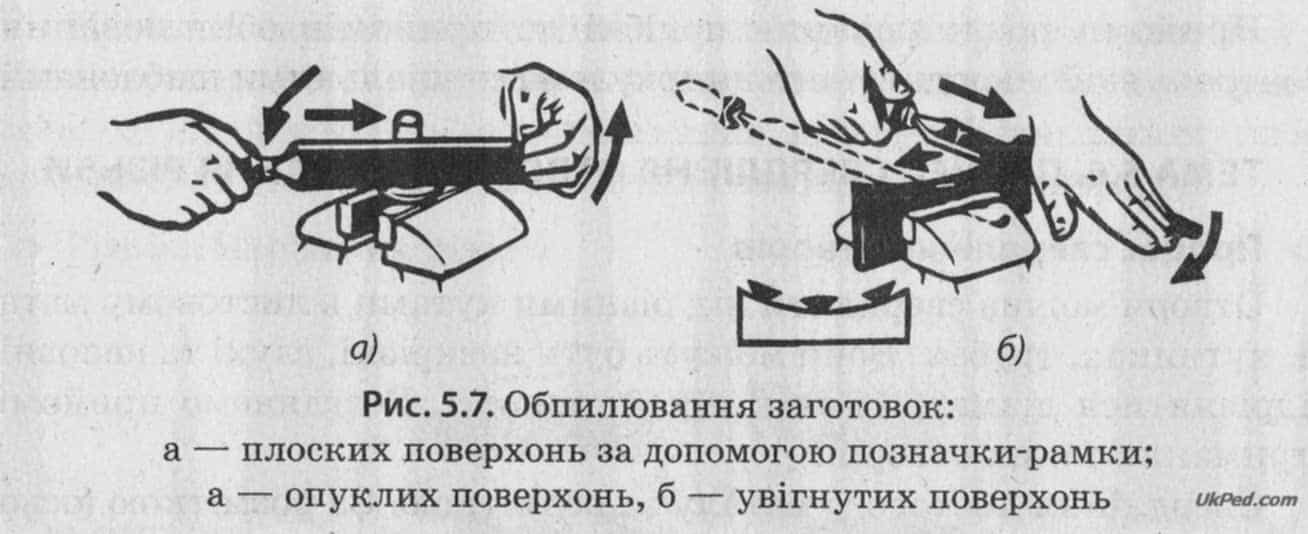
При обробці криволінійних поверхонь, крім звичайних прийомів обпилювання, застосовують спеціальні. Опуклі криволінійні поверхні можна обробляти, використовуючи прийом розгойдування напилка (мал. 5.7 а): на початку переміщення напилка його носок торкається заготовки, а ручка опущена; у міру просування напилка носок опускається, а ручка піднімається; під час зворотного ходу рух напилка протилежний. Угнуті криволінійні поверхні залежно від радіуса кривизни обробляють круглими чи напівкруглими напилками. Напилок робить складний рух уперед і вбік із поворотом навколо своєї осі (мал. 5.7 б).
У процесі обробки криволінійних поверхонь заготовку періодично перезатискають, щоб оброблювана ділянка розміщувалася під напилком.
При виготовленні партії деталей доцільно зробити спеціальний копір, подібний до позначки-рамки, лицьова частина якого має форму криволінійної поверхні. У цьому випадку копір із закріпленою в ньому заготовкою затискають у лещатах і обпилюють доти, поки напилок не торкнеться загартованої поверхні копіра.
Розпилювання – різновид обпилювання – обробка отворів різної форми і розмірів, які називаються проймами. Для розпилювання беруть напилки різних типів і розмірів залежно від характеру пройми. Пройми з плоскими поверхнями і пази обробляють плоскими напилками, пройми малих розмірів – квадратними, кути в проймах – тригранними, ромбічними, ножівковими тощо, пройми криволінійної форми – круглими і напівкруглими. Розпилювання виконують у лещатах; у великих деталях пройми обробляють на місці встановлення цих деталей.
Підготовка до розпилювання починається з розмічання пройми. Потім вирізають зайвий метал з її внутрішньої порожнини. При великих розмірах пройми і невеликій товщині заготовки метал вирізають ножівкою. Для цього свердлять по кутах пройми отвори, заводять в один із них ножівкове полотно, складають ножівку і, відступаючи від розмічальної лінії на величину припуску на розпилювання, вирізають внутрішню порожнину.
Пройму середніх розмірів просвердлюють по контуру свердлом діаметром 3...5 мм поблизу розмічальних ліній, потім крейцмейселем або зубилом прорубують перемички. Для підготовки до розпилювання невеликих пройм достатньо просвердлити один отвір діаметром на 0,3...0,5 мм меншим за діаметр кола, уписаного в пройму.
Прийоми розпилювання подібні до прийомів обпилювання. Контроль здійснюють штангенциркулем і спеціальними шаблонами.
Процес свердління отворів. Нарізання різьби
Процес свердління отворів
Отвори можна свердлити під різними кутами у листовому металі, кутниках, трубах. Вони можуть бути наскрізні, глухі та неповні, відрізнятися діаметром та класом точності. Розглянемо прийоми отримання таких отворів.
Свердління листового металу за розміткою. За розміткою (осьовими лінями та накерненою лункою), розміщують заготовку так, щоб вершина свердла збігалася з центром накерненої лунки. Після цього просвердлюють невеличку пробну заглибину. Якщо заглибина не буде концентричною колу розміченого отвору, то від центра лунки в той бік, у який слід змістити центр отвору, крейцмейселем прорубують 2 – 3 канавки. Потім знову насвердлюють отвір та, переконавшись у його правильності, завершують свердління.
Свердління глухих отворів на задану глибину. Виконують за втулковим упором на свердлі або вимірювальною лінійкою, закріпленою на верстаті. Для вимірювання свердло підводять до деталі та насвердлюють отвір (глибину конуса свердла), після чого відмічають по стрілці на лінійці початкове положення свердла. Потім до заданого показника додають задану глибину свердління і отримую цифру, до якої треба проводити свердління.
Свердління неповних отворів (напівотворів). У тих випадках, коли отвір розташовано біля краю, то до оброблюваної деталі приставляють пластину з такого ж матеріалу, затискають її у лещатах і свердлять повний отвір, потім пластину відкидають. Свердління наскрізних отворів у кутнику виконується шляхом його закріплення у лещатах на дерев’яній підкладці.
Свердління отворів у площинах, розташованих під кутом. Для того, щоб свердло не відхилялося та не ламалося, спочатку готують площу перпендикулярно до осі майбутнього отвору (шляхом фрезерування або зенкерування), між площинами вставляють дерев’яну вкладку, а далі свердлять отвір традиційним шляхом.
Свердління точних отворів. Для отримання точних отворів свердління виконують у два проходи. Перший прохід виконують свердлом, діаметр якого менший на 1 – 3 мм за діаметр отвору. Після цього отвір свердлять у розмір.
Свердління отворів великого діаметру виконують шляхом розсвердлювання вже просвердлених отворів.
Під час наскрізному свердлінні під час виходу свердла із заготовки на її караю утворюється задирка, за яку може зачепитися різальна кромка свердла, що призводить до його ламання. Для запобігання цьому на виході свердла із заготовки слід зменшити швидкість його подачі.
Різьба. Нарізання різьби
Різьба– це утворені на зовнішній чи внутрішній циліндричній поверхні однакові за формою і розмірами гвинтові виступи і канавки.
За напрямом гвинтової лінії різьби поділяють на праві та ліві.
Для нарізування різьби важливо знати основні її елементи: крок, зовнішній, середній і внутрішній діаметри і кут профілю різьби a..
Кроком різьби S називають відстань між двома однойменними точками сусідніх профілів різьби, виміряну паралельно осі різьби.
Зовнішній діаметр d – найбільша відстань між крайніми зовнішніми точками, виміряна в напрямі, перпендикулярному до осі різьби.
Внутрішній діаметр d1 – найменша відстань між крайніми внутрішніми точками різьби, виміряна в напрямі, перпендикулярному до осі.
Середній діаметр d2 – відстань між двома протилежними паралельними бічними сторонами профілю різьби, виміряна в напрямі, перпендикулярному до осі.
Кут профілю різьби a - кут між бічними сторонами профілю.
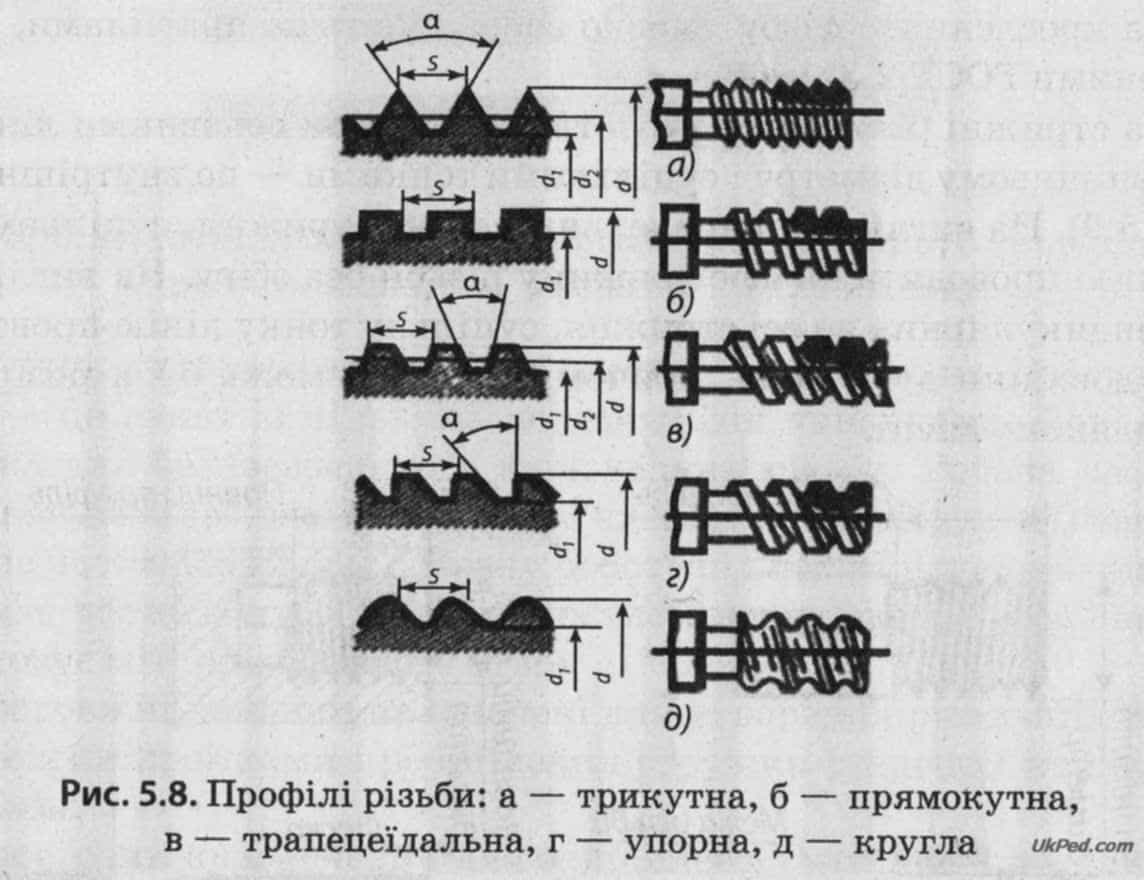
За формою профілю різьби поділяють на трикутні, прямокутні, трапецеїдальні, упорні (профіль у вигляді нерівнобічної трапеції) та круглі (мал. 5.8).
Для з'єднання деталей у виробах найчастіше застосовують різьбу трикутного профілю з кутом при вершині 60° — її називають метричною
На кресленнях різьбу умовно зображують за правилами, установленими ГОСТ 2.311–68.
На стрижні різьбу зображують суцільними основними лініями по зовнішньому діаметру і суцільними тонкими – по внутрішньому (мал. 5.9). На виглядах, паралельних осі стрижня, суцільну тонку лінію проводять на всю довжину різьби без збігу. На виглядах, перпендикулярних до осі стрижня, суцільну току лінію проводять на ? довжини дуги кола, причому ця лінія може бути розірвана у будь-якому місці.
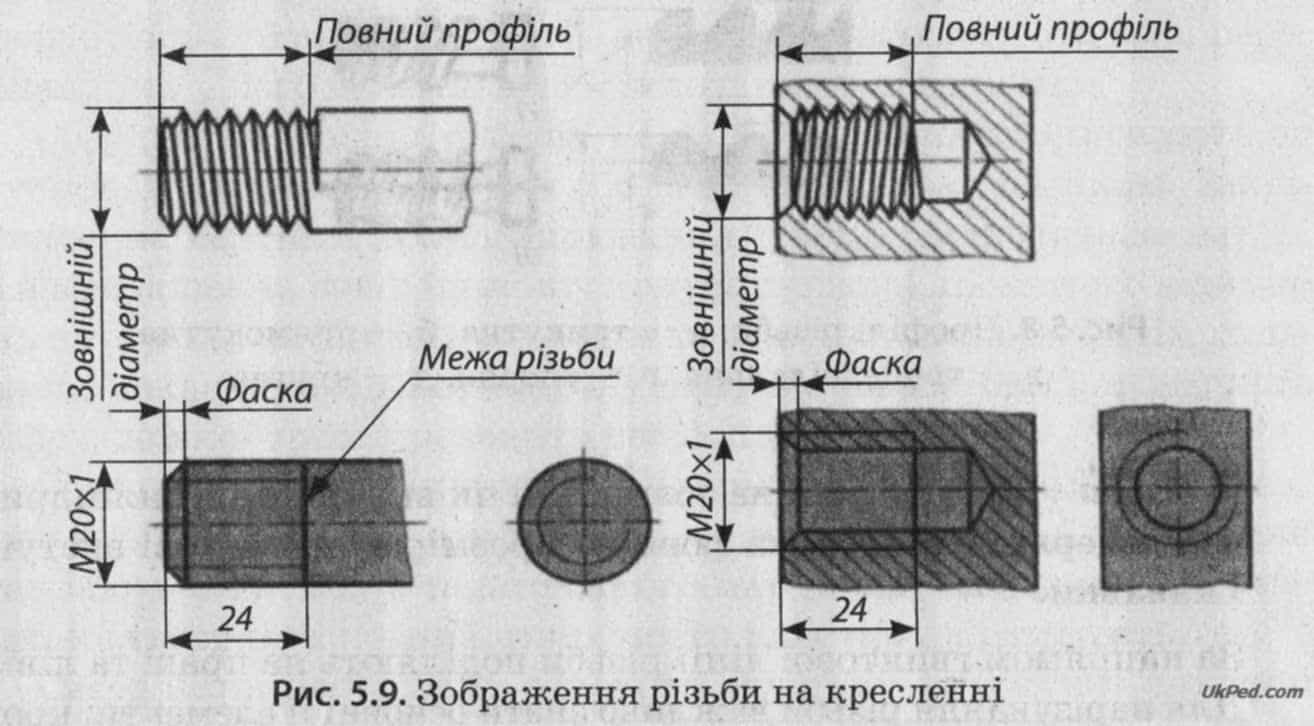
За умовним зображенням неможливо визначити форму і розміри різьби. Тому тип різьби і її основні розміри — зовнішній діаметр і крок показують на кресленні написом — умовним позначенням. Метричну різьбу позначають літерою М, розміри вказують у міліметрах. Наприклад, напис М20?1 означає: різьба метрична, зовнішній діаметр 20 мм, крок 1 мм (малий крок у позначенні наводять, а великий – ні). Позначення різьби, як правило, відносять до її зовнішнього (більшого) діаметра.
Різьбу нарізують на свердлильних і спеціальних різьбонарізних верстатах, а також вручну.
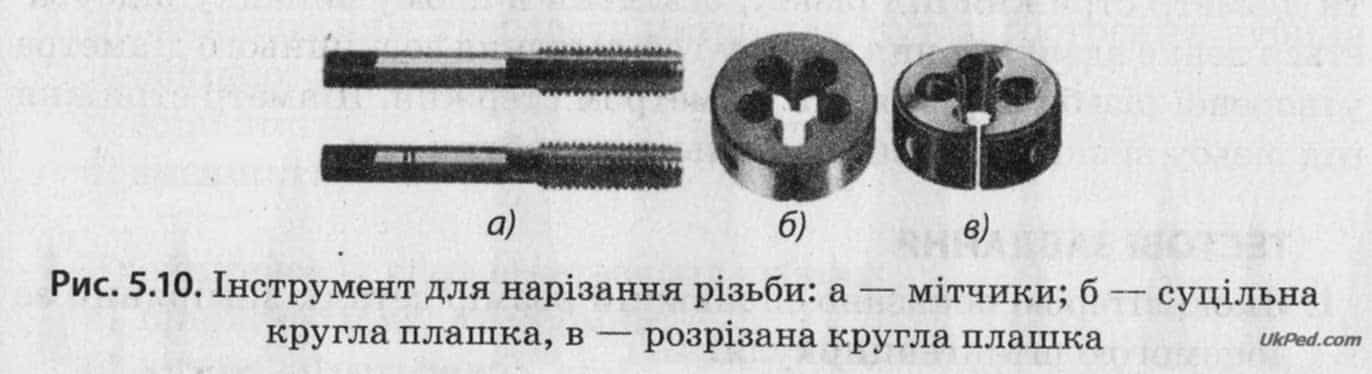
При ручній обробці металів внутрішню різьбу нарізують мітчиками (мал. 5.10 а), а зовнішню — плашками (мал. 5.10 б).
Мітчик — це інструмент для нарізання внутрішньої різьби у попередньо просвердлених отворах. Мітчики за призначенням поділяють на ручні, машинно-ручні й машинні, а залежно від профілю нарізуваної різьби — на три типи: для метричної, дюймової та трубної різьб.
Мітчик складається з робочої частини і хвостовика. Робоча частина — це гвинт з кількома поздовжніми канавками. Вона призначена для безпосереднього нарізування різьби. Робоча частина, в свою чергу складається із забірної (різальної) і напрямної (калібруючої) частин. Забірна частина виконує основну роботу при нарізуванні різьби і виготовляється звичайно у вигляді конуса. Калібруюча частина, як видно з самої назви, направляє мітчик і калібрує отвір.
Поздовжні канавки призначені для утворення різальних пер з різальними кромками і розміщення стружки у процесі нарізування різьби.
Хвостовик призначений для закріплення мітчика в патроні або у воротку під час роботи.
Для нарізування різьби певного розміру ручні (слюсарні) мітчики звичайно виконують у комплекті з трьох штук. Першим і другим мітчиками нарізують різьбу попередньо, а третім надають їй остаточних розмірів і форми. Номер кожного мітчика в комплекті позначено числом рисок на хвостовій частині. Існують комплекти з двох мітчиків: попереднього (чорнового) і чистового.
Виготовляють мітчики з вуглецевої, легованої або швидкорізальної сталі.
При нарізуванні різьби мітчиком важливо правильно вибрати діаметр свердла, щоб виконати отвір, під різьбу. Розміри отворів під різьбу беруть зі спеціальних таблиць.
Для нарізування зовнішньої різьби використовують круглі плашки (мал. 5.10 б, в).
Кругла плашка– це суцільне або розрізане кільце з різьбою на внутрішній поверхні і канавками, призначеними для утворення різальних кромок і виходу стружки. Діаметр розрізних плашок можна регулювати в невеликих межах. Це дає змогу відтворювати їхні розміри після зношування і збільшувати строк служби. Круглі плашки при нарізуванні різьби закріплюють у спеціальному воротку – плашкотримачі.
При нарізуванні зовнішньої різьби важливо також визначити діаметр стрижня під різьбу, оскільки в цьому випадку відбувається деяке вдавлювання металу і збільшення зовнішнього діаметра утвореної різьби порівняно з діаметром стержня. Діаметр стрижня під різьбу визначають за спеціальними таблицями.
Олександр Благосмислов, науково-методичний посібник "Трудове навчання у 5-9 класах - обов'язковий блок:
основи матеріалознавства, технологія виготовлення виробів.